








Laser cladding masine wichtichste komponinten
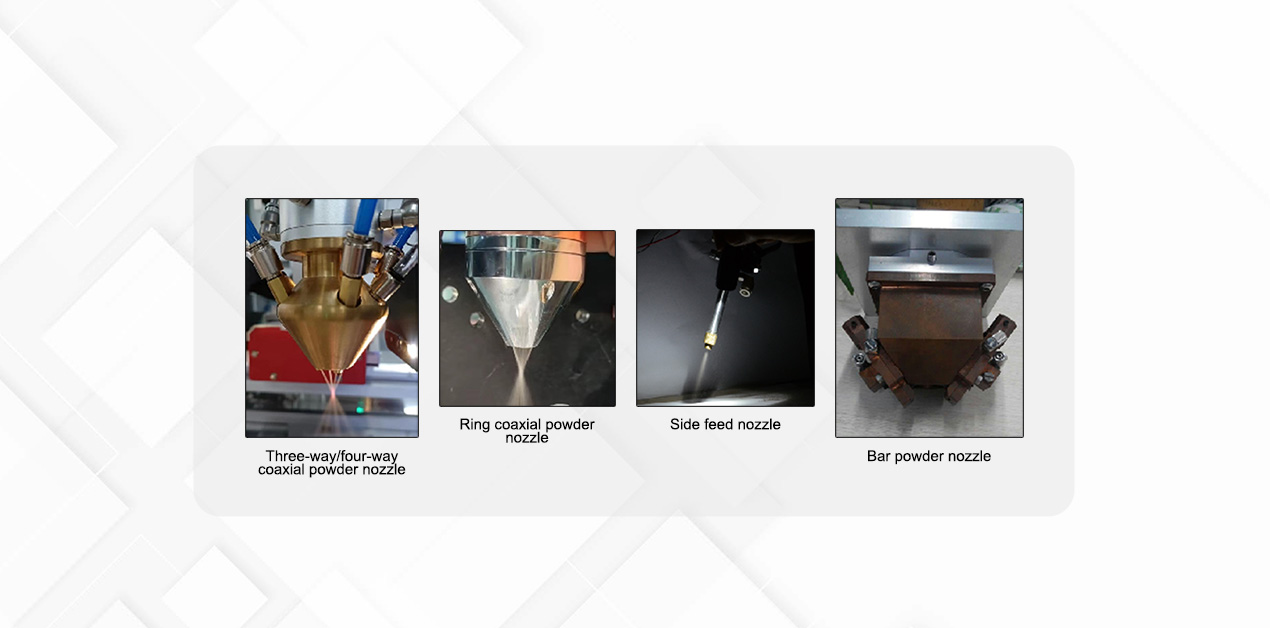
Poeder feeding nozzle
1. Trije-wei / fjouwer-way coaxial poeder feeding nozzle: it poeder wurdt direkt útfier fan de trije-way / fjouwer-way, converged op ien punt, it konverginsje punt is lyts, de poeder rjochting wurdt minder beynfloede troch swiertekrêft, en de rjochting is goed, geskikt foar trijediminsjonale laser Restoration en 3D printsjen.
2. Annular coaxial poeder feeding nozzle: It poeder wurdt ynfierd troch trije of fjouwer kanalen, en nei ynterne homogenization behanneling, it poeder wurdt útfier yn in ring en converge.De konverginsje punt is relatyf grut, mar mear unifoarm, en is mear geskikt foar laser melting mei grutte spots.It is geskikt foar laser beklaaiïng mei in oanstriid hoeke binnen 30 °.
3. Side poeder feeding nozzle: ienfâldige struktuer, lege kosten, handige ynstallaasje en oanpassing;de ôfstân tusken poederútgongen is fier, en de kontrolearberens fan poeder en ljocht is better.Lykwols, de laser beam en poeder ynfier binne asymmetrysk, en de skennen rjochting is beheind, sadat it kin net generearje in unifoarm cladding laach yn eltse rjochting, dus it is net geskikt foar 3D cladding.
4. Bar-foarmige poeder feeding nozzle: poeder ynfier oan beide kanten, nei homogenization behanneling troch de poeder útfier module, output bar-foarmige poeder, en sammelje op ien plak te foarmjen in 16mm * 3mm (oanpasbere) strip-foarmige poeder spot, en de oerienkommende De kombinaasje fan strip-foarmige spots kinne realisearje grut-formaat laser oerflak reparaasje en sterk ferbetterje effisjinsje.
Poeder feeder
Dûbele barrel poeder feeder wichtichste parameters
Poeder feeder model: EMP-PF-2-1
Poeder feeding silinder: dual-silinder poeder feeding, PLC ûnôfhinklik kontrolearber
Kontrôlemodus: snelle skeakel tusken debuggen en produksjemodus
Ofmjittings: 600mmX500mmX1450mm (lingte, breedte en hichte)
Voltage: 220VAC, 50HZ;
Krêft: ≤1kw
Stjoerbere poederpartikelgrutte: 20-200μm
Poeder feeding disc snelheid: 0-20 rpm stepless snelheid regeljouwing;
Powder feeding repeat accuracy: <± 2%;
Required gas boarne: Nitrogen / Argon
Oaren: De operaasje-ynterface kin wurde oanpast neffens easken

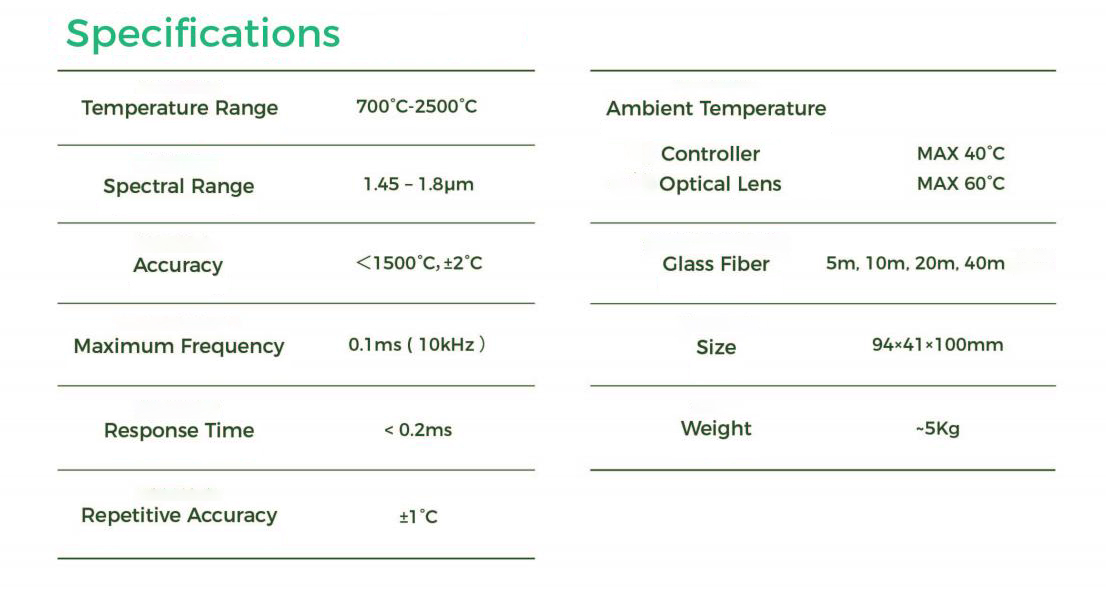
Laser pyrometer
Closed-loop temperatuerkontrôle, lykas laser quenching, beklaaiïng en oerflakbehanneling, kin de ferhurdingstemperatuer fan rânen, protrusions of gatten sekuer behâlde.
De test temperatuer berik is fan 700 ℃ oant 2500 ℃.
Closed-loop kontrôle, oant 10kHz.
Krêftige software pakketten foar
proses opset, fisualisaasje, en
data opslach.
Yndustriële l / O terminals mei 24V digitale en analoge 0-10V l / O foar automatisearring line
yntegraasje en laser ferbining.

Wurkprinsipe fan laser cladding masine
Troch it tafoegjen fan bekledingsmaterialen op it oerflak fan 'e ûndergrûn en it brûken fan in laserstraal mei hege enerzjytichtens om it tegearre mei de tinne laach op' e ûndergrûn oerflak te fusearjen, wurdt op it oerflak fan 'e ûndergrûn in metallurgysk ferbûne bekledingslaach foarme.
Laser cladding masine foardielen

Laser cladding applikaasjes
Yn 'e auto yndustry, lykas motor kleppen, silinder grooves, gears, exhaust fentyl sitten en guon dielen dy't easkje hege wear ferset, waarmte ferset en corrosie ferset;
Yn 'e loftfeartyndustry wurde guon legere poeders op it oerflak fan titaniumlegeringen klaaid om it probleem fan titaniumlegeringen op te lossen.Neidielen fan grutte wriuwingskoëffisjint en min wear ferset;
Nei't it oerflak fan 'e skimmel yn' e skimmelyndustry wurdt behannele troch laserbeklaaiïng, wurde har oerflakhurdheid, wearbestriding en hege temperatuerresistinsje signifikant ferbettere;
De tapassing fan laser beklaaiïng foar rollen yn de stielen yndustry is wurden hiel gewoan.

Wy moatte it witte
As jo wolle witte oft laserbekleding foar jo geskikt is, moatte jo de folgjende punten fertelle:
1. Hokker materiaal is jo produkt;hokker materiaal moat beklaaiïng;
2. De foarm en grutte fan it produkt, it is it bêste om foto's te jaan;
3. Jo spesifike ferwurkingseasken: ferwurkingsposysje, breedte, dikte en produktprestaasjes nei ferwurking;
4. Need ferwurkjen effisjinsje;
5. Wat is de kosteneask?
6. It type laser (optyske glêstried of semiconductor), hoefolle macht, en de winske fokus grutte;oft it is in stypjende robot of in masine ark;
7. Binne jo bekend mei de laser cladding proses en hawwe jo nedich technyske stipe;
8. Is der in krekte eask foar it gewicht fan de laser cladding holle (benammen de lading fan 'e robot moat wurde beskôge by it stypjen fan de robot);
9. Wat is de leveringstiid eask?
10. Binne jo proofing nedich (stipe proofing)