








レーザークラッディングマシンの主要コンポーネント
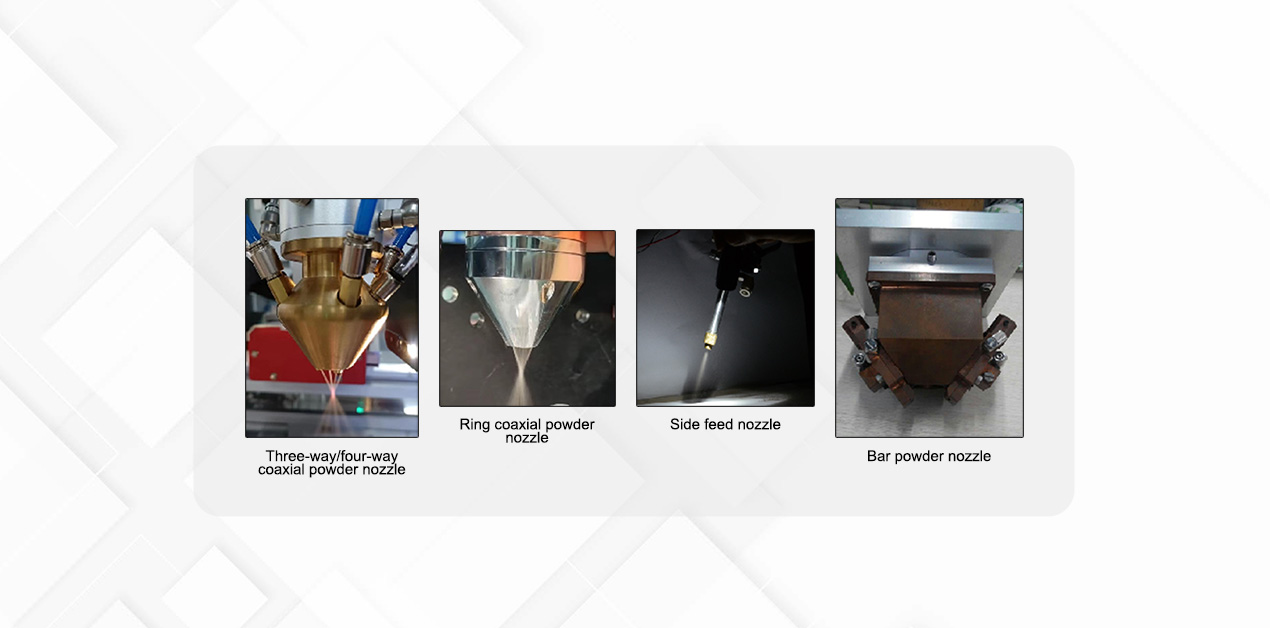
粉体供給ノズル
1. 3 方向/4 方向同軸粉末供給ノズル: 粉末は 3 方向/4 方向から直接出力され、1 点に収束し、収束点が小さく、粉末の方向は重力の影響を受けにくく、指向性が良く、3次元レーザー修復や3Dプリントに適しています。
2. 環状同軸粉末供給ノズル:粉末は3または4チャンネルから入力され、内部均質化処理の後、粉末はリング状に出力され、収束します。収束点は比較的大きいですが、より均一であり、大きなスポットのレーザー溶解により適しています。傾斜角30°以内のレーザークラッド加工に適しています。
3.サイドパウダー供給ノズル:シンプルな構造、低コスト、便利な設置と調整。パウダー出口間の距離が遠く、パウダーと光のコントロール性が優れています。しかし、レーザー光と粉末の投入が非対称であり、走査方向も限られているため、どの方向にも均一なクラッド層を生成することができず、3Dクラッドには適していません。
4. 棒状粉末供給ノズル: 両側から粉末を入力し、粉末出力モジュールによる均質化処理後、棒状の粉末を出力し、1 か所に集まって 16mm*3mm (カスタマイズ可能) の帯状の粉末スポットを形成します。対応するストリップ状スポットの組み合わせにより、大判レーザー表面修復を実現し、効率を大幅に向上させることができます。
粉体供給装置
ダブルバレルパウダーフィーダーの主なパラメータ
粉体供給装置型式:EMP-PF-2-1
粉体供給シリンダー: デュアルシリンダー粉体供給、PLC 独立制御可能
制御モード: デバッグモードと実稼働モード間の素早い切り替え
寸法: 600mmX500mmX1450mm (長さ、幅、高さ)
電圧: 220VAC、50HZ;
電力: ≤1kw
送れる粉末粒径:20~200μm
粉末供給ディスク速度: 0-20 rpm 無段階速度調整。
粉体供給繰り返し精度: <±2%;
必要なガス源: 窒素/アルゴン
その他: 操作インターフェースは要件に応じてカスタマイズ可能

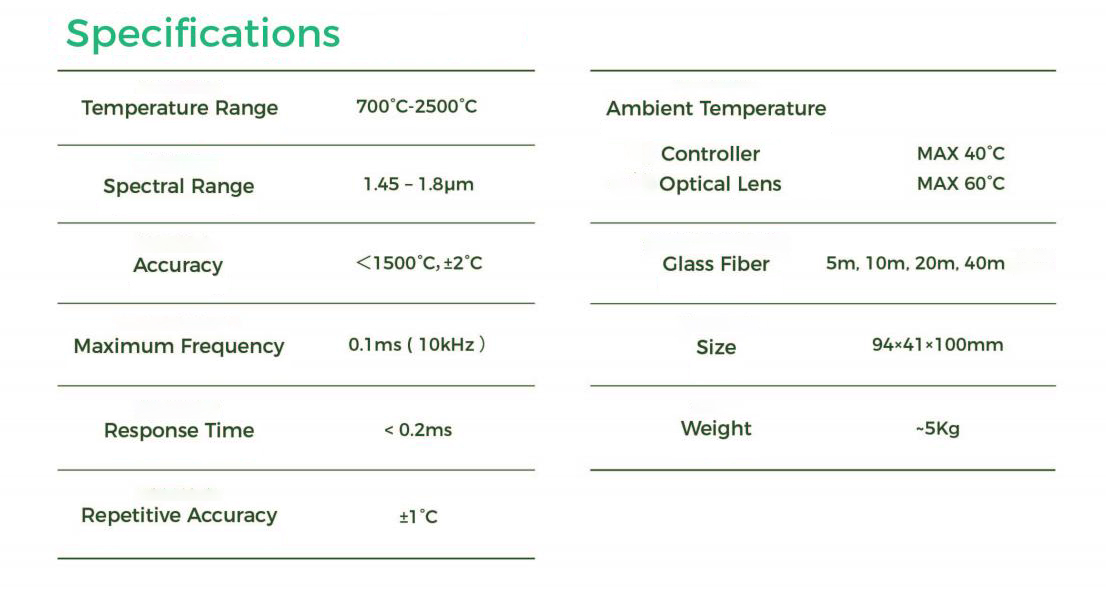
レーザー高温計
レーザー焼入れ、クラッディング、表面処理などの閉ループ温度制御により、エッジ、突起、または穴の硬化温度を正確に維持できます。
試験温度範囲は700℃~2500℃です。
閉ループ制御、最大 10kHz。
強力なソフトウェアパッケージ
プロセスのセットアップ、視覚化、
データストレージ。
オートメーションライン用の24Vデジタルおよびアナログ0~10V I/Oを備えた産業用I/Oターミナル
統合とレーザー接続。

レーザークラッディングマシンの動作原理
基板の表面にクラッド材料を追加し、高エネルギー密度のレーザービームを使用してそれを基板表面の薄層と融合させることにより、冶金的に結合したクラッド層が基板の表面に形成されます。
レーザークラッディングマシンの利点

レーザークラッディングの用途
自動車産業では、エンジンバルブ、シリンダー溝、ギア、排気バルブシート、および高い耐摩耗性、耐熱性、耐食性が要求される一部の部品など。
航空宇宙産業では、チタン合金の問題を解決するために、いくつかの合金粉末をチタン合金の表面に被覆します。摩擦係数が大きく、耐摩耗性が低いという欠点。
金型業界で金型の表面がレーザークラッド処理されると、その表面硬度、耐摩耗性、および高温耐性が大幅に向上します。
鉄鋼業界におけるロールへのレーザークラッディングの適用は非常に一般的になりました。

私たちは知る必要がある
レーザークラッディングが自分に適しているかどうかを知りたい場合は、次の点を伝える必要があります。
1. 製品の素材は何ですか。どのような材料にクラッドが必要か。
2. 製品の形状とサイズは、写真を提供するのが最善です。
3. お客様の具体的な加工要件: 加工位置、幅、厚さ、および加工後の製品性能。
4. 処理効率が必要。
5. コスト要件は何ですか?
6. レーザーの種類 (光ファイバーまたは半導体)、出力の大きさ、および希望する焦点サイズ。それが支援ロボットであっても、工作機械であっても。
7. レーザー クラッディング プロセスに精通していますか。技術サポートが必要ですか。
8. レーザークラッディングヘッドの重量に対する正確な要件はありますか (特に、ロボットを支持する際にはロボットの負荷を考慮する必要があります)。
9. 納期要件はどれくらいですか?
10.校正(サポート校正)は必要ですか?