








Lézeres burkológép fő alkatrészei
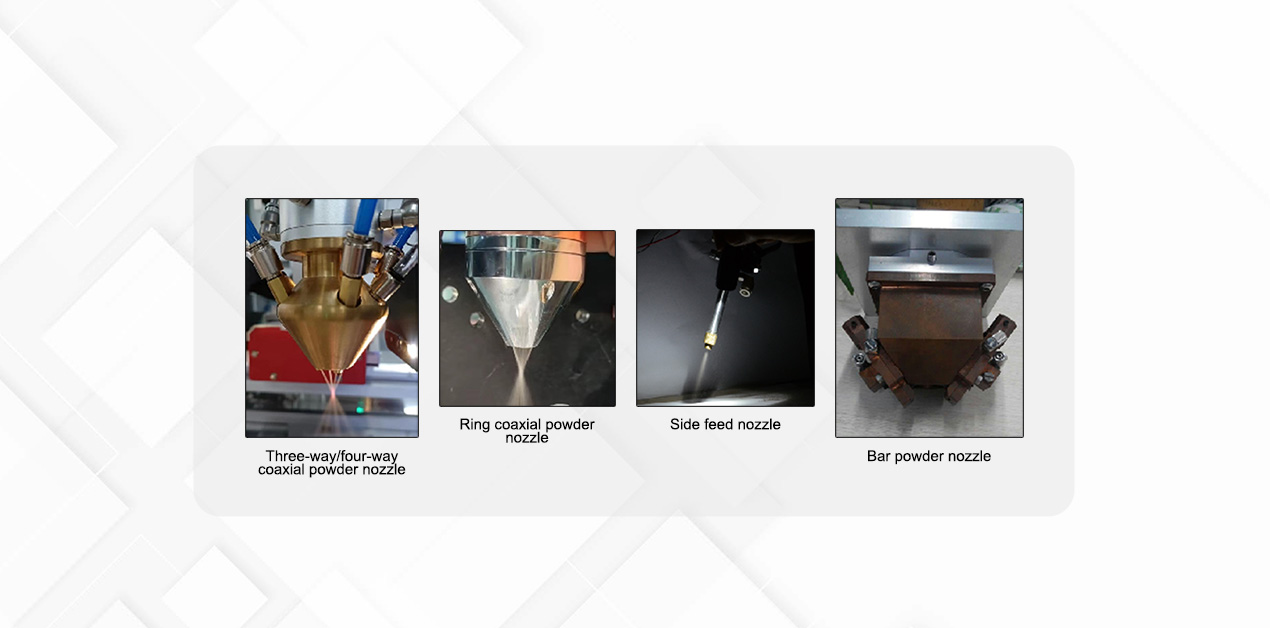
Por adagoló fúvóka
1. Háromutas/négyutas koaxiális poradagoló fúvóka: a por közvetlenül a háromutas/négyutasból kerül ki, egy ponton konvergál, a konvergenciapont kicsi, a por irányát kevésbé befolyásolja a gravitáció, és az irányítottság jó, alkalmas háromdimenziós lézerrestaurálásra és 3D nyomtatásra.
2. Gyűrűs koaxiális poradagoló fúvóka: A port három vagy négy csatornán keresztül vezetik be, majd a belső homogenizációs kezelés után a port egy gyűrűben adják ki és konvergál.A konvergenciapont viszonylag nagy, de egyenletesebb, és alkalmasabb nagy foltokkal lézeres olvasztásra.30°-on belüli dőlésszögű lézeres burkolásra alkalmas.
3. Oldalsó por adagoló fúvóka: egyszerű szerkezet, alacsony költség, kényelmes telepítés és beállítás;a porkimenetek távolsága nagy, a por és a fény szabályozhatósága jobb.A lézersugár és a porbemenet azonban aszimmetrikus, a pásztázási irány pedig korlátozott, így egyetlen irányban sem tud egységes burkolóréteget létrehozni, így 3D burkolásra nem alkalmas.
4. Rúd alakú por adagoló fúvóka: porbevitel mindkét oldalon, a porkimeneti modul által végzett homogenizálás után, rúd alakú por kimenet, és egy helyen összegyűjtve 16 mm * 3 mm-es (testreszabható) csík alakú porfoltot képez, és a megfelelő A csík alakú foltok kombinációja nagy formátumú lézeres felületjavítást valósíthat meg és nagymértékben javítja a hatékonyságot.
Por adagoló
Dupla hordós por adagoló fő paraméterei
Poradagoló modell: EMP-PF-2-1
Poradagoló henger: kéthengeres poradagoló, PLC-től független vezérelhető
Vezérlési mód: gyors váltás a hibakeresés és az éles mód között
Méretek: 600mmX500mmX1450mm (hossz, szélesség és magasság)
Feszültség: 220VAC, 50HZ;
Teljesítmény: ≤1kw
Kiküldhető porszemcseméret: 20-200μm
Poradagoló tárcsa fordulatszáma: 0-20 ford./perc fokozatmentes fordulatszám szabályozás;
Poradagolás ismétlési pontossága: <±2%;
Szükséges gázforrás: nitrogén/argon
Egyéb: A kezelőfelület az igényeknek megfelelően testreszabható

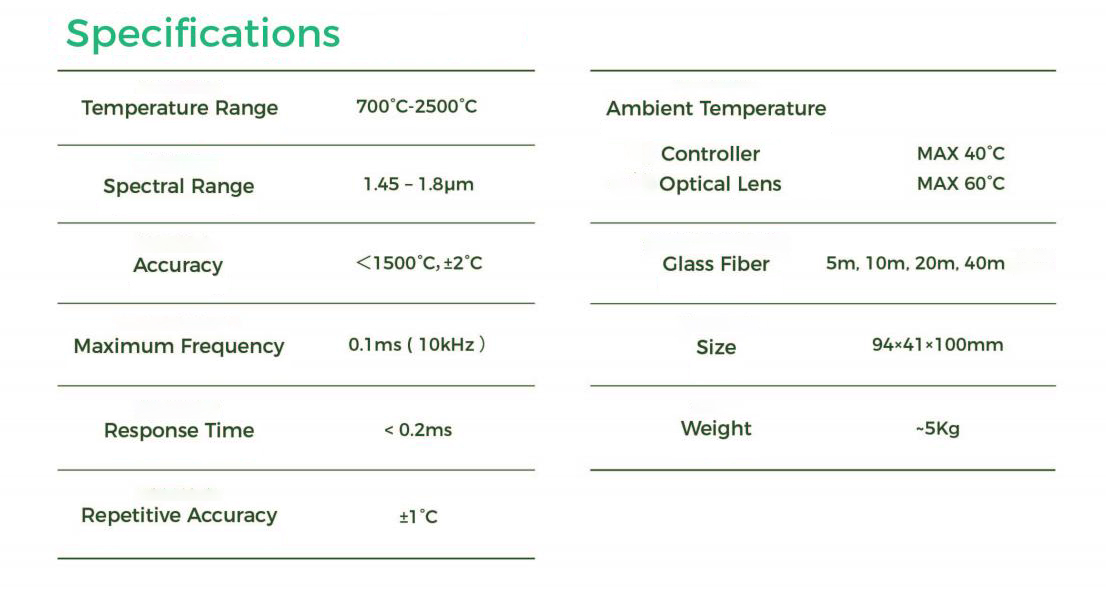
Lézeres pirométer
A zárt hurkú hőmérséklet-szabályozás, mint például a lézeres kioltás, a burkolat és a felületkezelés, pontosan képes fenntartani az élek, kiemelkedések vagy lyukak keményedési hőmérsékletét.
A vizsgálati hőmérséklet 700 ℃ és 2500 ℃ között van.
Zárt hurkú vezérlés, 10 kHz-ig.
Erőteljes szoftvercsomagok a
folyamat beállítása, megjelenítése és
adattárolás.
Ipari l/O terminálok 24V digitális és analóg 0-10V l/O automatizálási vonalhoz
integráció és lézeres csatlakozás.

A lézeres burkológép működési elve
Az aljzat felületére burkolóanyagok hozzáadásával és nagy energiasűrűségű lézersugárral a hordozó felületén lévő vékony réteggel való összeolvasztásával kohászatilag kötött burkolóréteg jön létre a hordozó felületén.
A lézeres burkológép előnyei

Lézeres burkoló alkalmazások
Az autóiparban, például motorszelepek, hengerhornyok, fogaskerekek, kipufogószelep-ülékek és egyes alkatrészek, amelyek nagy kopásállóságot, hőállóságot és korrózióállóságot igényelnek;
A repülőgépiparban egyes ötvözetporokat a titánötvözetek felületére borítanak, hogy megoldják a titánötvözetek problémáját.A nagy súrlódási együttható és a rossz kopásállóság hátrányai;
Miután a formaiparban a forma felületét lézeres burkolattal kezelik, felületi keménysége, kopásállósága és magas hőmérsékleti ellenállása jelentősen javul;
A hengerek lézeres burkolatának alkalmazása az acéliparban igen elterjedtté vált.

Tudnunk kell
Ha tudni szeretné, hogy a lézeres burkolat megfelelő-e az Ön számára, a következőket kell közölnie:
1. Milyen anyagból van a terméke;milyen anyagból van szükség burkolatra;
2. A termék formája és mérete, a legjobb, ha fényképeket biztosítanak;
3. Az Ön speciális feldolgozási követelményei: a feldolgozás helye, szélessége, vastagsága és a termék teljesítménye a feldolgozás után;
4. Szükség van a feldolgozás hatékonyságára;
5. Mi a költségigény?
6. A lézer típusa (optikai szál vagy félvezető), mekkora teljesítmény és a kívánt fókuszméret;hogy tartórobotról vagy szerszámgépről van-e szó;
7. Ismeri-e a lézeres burkolás folyamatát, és szüksége van-e technikai támogatásra;
8. Van-e pontos követelmény a lézeres burkolófej súlyára vonatkozóan (különösen a robot terhelését kell figyelembe venni a robot alátámasztásakor);
9. Mi a szállítási időre vonatkozó követelmény?
10. Szüksége van-e hitelesítésre (support proofing)